Techonology
We production/delivery time is short, and our service is very efficient.
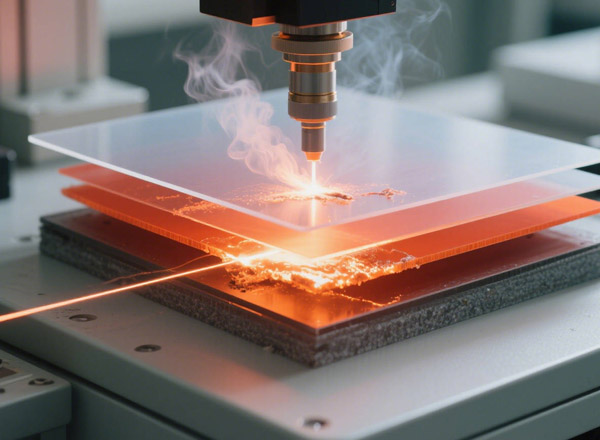
Laser shock peening, also known as laser peening, is a new and rapidly developing surface modification technology. Compared with traditional mechanical shot peening technology, it can form a deeper residual compressive stress layer on the surface of the workpiece, and has strong controllability and good adaptability, which can handle difficult to handle parts. At present, this technology has been widely used in fatigue resistant manufacturing of aviation engine blades, gears, and pressure welds in nuclear power plants. With the further decrease in the price of laser equipment, laser shock peening technology will be more widely applied.
When a laser beam with a power density greater than 10 ⁹ W/cm ² and a pulse width of nanoseconds is irradiated onto a metal surface, the energy absorption layer absorbs the laser energy and undergoes explosive vaporization and evaporation, producing a plasma layer with high temperature (>10 ⁷ K) and high pressure (>1GPa). Laser shock peening utilizes the strong shock waves generated by the impact load applied by a high-pressure plasma layer on the target material, which propagate into the interior of the material. The currently used constraint layer materials mainly include K9 optical glass, organic glass, and water flow layer. The confinement layer of glass materials has the best effect, but its adaptability is poor and it may crack, making it only suitable for single laser shock treatment. Generally, laser shock testing and industrial applications use a water flow layer as a constraint layer, which has the advantages of strong applicability, low cost, easy operation, and no need for replacement. Except for a small number of laser shock processing processes that do not use energy absorbing layers, the vast majority require the use of energy absorbing layers.
The commonly used energy absorbing layers are materials with low vaporization heat, such as black paint, aluminum foil, and black tape. Black paint has good applicability and can be used for laser shock strengthening treatment in grooves, small holes, etc. However, it is not easy to remove after the impact is completed, so aluminum foil and black tape are generally selected as energy absorbing layers.There are many factors that affect the effectiveness of laser shock peening, mainly including material properties, confinement layer, energy absorption layer, laser shock parameters, etc. If the laser power density remains constant, the longer the pulse width of the laser, the longer the time for the laser shock wave to act on the material, and the better the laser shock treatment effect. However, excessive pulse width of the laser can easily cause surface burning of the material being impacted. Only by selecting reasonable process parameters such as constraint layers, energy absorption layers, and laser shock parameters based on material properties can better strengthening effects be achieved.
After the high-pressure plasma layer impacts the target material, the material in the impact area undergoes high strain rate plastic deformation, and the structural response changes very quickly, which is a highly nonlinear high-speed dynamic problem. If implicit finite element algorithm is used to solve such problems, it not only requires a large amount of computation and storage, but also has difficulty in convergence. It is necessary to use explicit finite element analysis method to solve the stress wave generated by plasma shock. In particular, the comprehensive use of explicit and implicit finite element analysis methods for numerical simulation of the dynamic response process of materials under shock wave action is beneficial for obtaining accurate residual stress field prediction results.
When using single point laser shock residual stress calculation and superposition method to simulate multi-point overlapping laser shock in a large area, the total calculation amount is often very large, and it takes a lot of time to obtain the residual stress field of the specimen. In addition, due to the significant influence of the geometric dimensions of the workpiece on the residual stress field, it is difficult to accurately simulate the residual stress field of real components with complex shapes and surfaces through multi-point overlapping laser shock strengthening using stress superposition method. In order to effectively solve these two problems, some researchers have established numerical models based on intrinsic strain to simulate the residual stress field of laser shock strengthening. This model assumes that the intrinsic strain formed by laser shock on the surface of the component is insensitive to the geometric shape of the component, and the simulation process only focuses on the plastic strain induced by laser shock. The strain field of the component under large-area multi-point laser shock is obtained through the superposition of intrinsic strains, and a thermoelastic model is used to obtain the final residual stress field and plastic deformation.
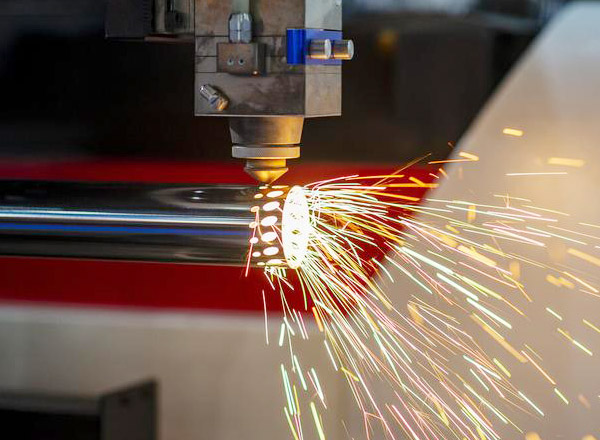
In recent years, with the development of fiber laser technology, the use of fiber high pulse energy to replace solid-state lasers has become a trend, because fiber lasers have higher repetition rates and more flexible processing, and can achieve the same laser shot blasting effect as solid-state lasers through special process parameters.
sales@runqia.com / yongjianlee001@163.com
021-52667932
3rd floor, Building 3,XingHua Road 981# ,JiaDing District,ShangHai PRC.
